DISCLAIMER : THE AUTHOR OF THIS PAGE CANNOT BE HELD RESPONSIBLE IN ANY WAY FOR INJURIES FOLLOWING THE USE OF MACHINERY NOR FOLLOWING THE TECHNIQUES DISCRIBED BELOW.
Following the construction of my computer controlled goto 8" dobsonian telescope i encountered some problems finding the correct gear reducers.
Because of the concept, the gear reducer ratio's will be different for every telecope resulting the preferences of the builder.
The concept is very easy, all ratio's are possible to make with a modest home machine shop and some commercial cutting tools.
There are nevertheless some restrictions: The precision is limited, don't expect to have rectified quality, but with carefull setup, this will be accurate enough for the scope project if you are using a final roller reduction. Also, most commercial available cutting tools have triangular teeth-shape. This is not made to make heavy duty gears. The amount of force will be limited due to the small contact surface.
The great advantage is that this method is very cheap for the obtained quality.
First of all the principles, see the setup on the picture below:
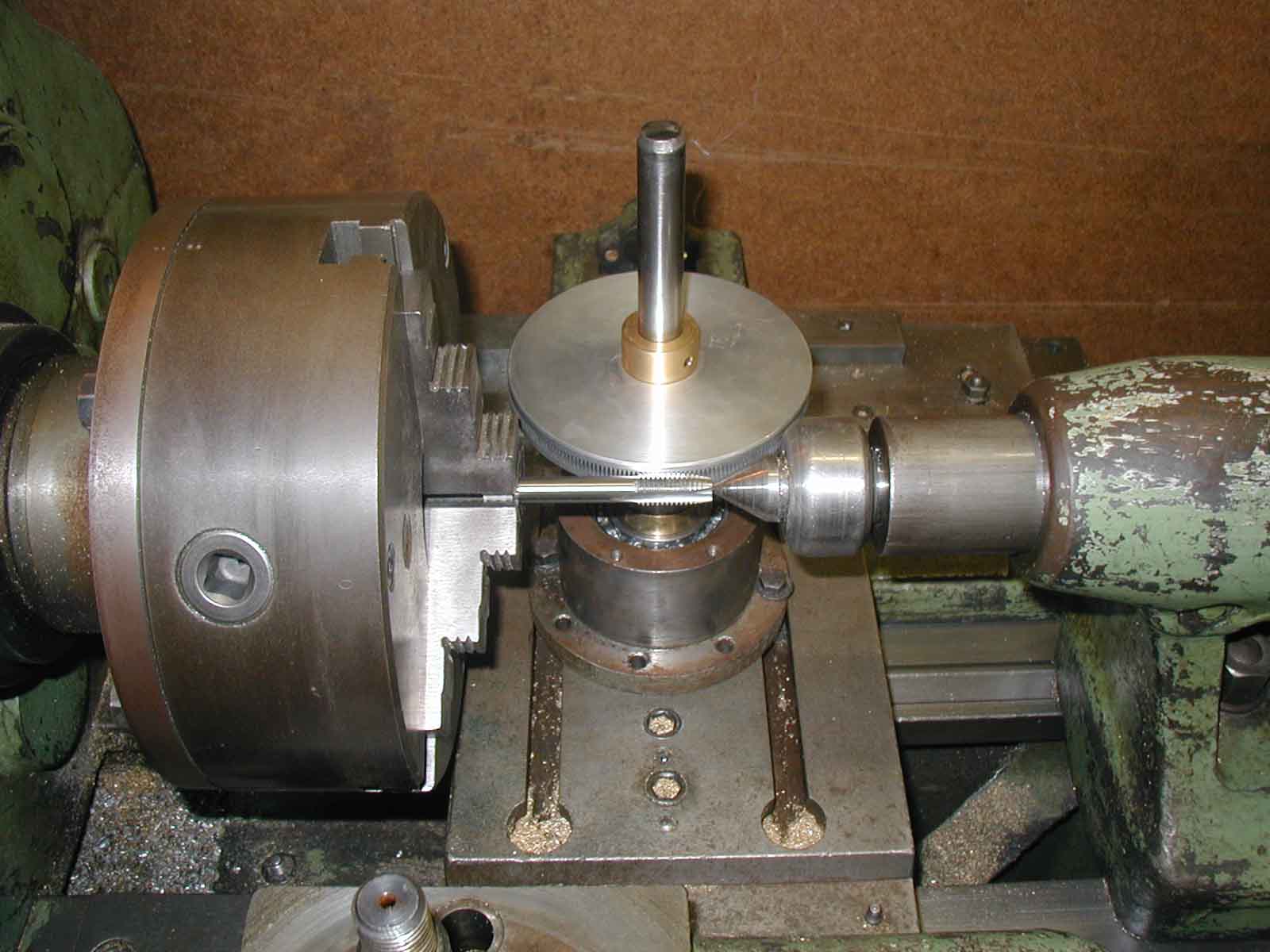

First of all you determine what universal thread cutting tool to use.
In the above case , this was a Metric 14, on the final telescope, i made gears of Metric 24 thread.
Then make a descision on the reduction ratio: to big and you will have problems getting the setup on the lathe because the bigger diameter of the final gear and the limited lenght of the thread cutting tool.
Normally, a wormwheel is defined by its primitive diameter, in this setup, the primitive diameter is falling together with the outer diameter, for indexation reasons.
You will thus only cut half of the depth of the thread in theory (in practice, you can go deeper and make some undercutting)
You have to make then a disk having the correct diameter witch will become the wormwheel later.
This diameter is simply the primitive diameter plus 0.3 mm for first indexation. The primitive diameter is the distance on the cutting tool between two high points or otherwise stated: the displacement after one turn of the cutting tool.
After you finished the disk prior to cutting the teeth, you have to make a supporting axe for the mounting of the disk on the lathe. Make this one heavy enough, the cutting forces are great. Mount the disk on the axe and be sure that the dsik cannot be lifted up by the cutting tool or you wil destroy the tool and the disk. The forces of the cutting tool are lifting the disk up. You can avoid this problem by mounting the disk in front of the cutting tool (I have no picture yet) In that setup, the forces will go directly to the lathe and a simple distant-ring underneath the disk will be enough to support the forces..
The simplicity of this principle is in the fact that you don't have to make an index on the gear before starting, you make this index in the same operation as the cutting of the teeth itself, just go minimum 0.3 mm deep at first contact, so you will be sure to have a correct index after one turn of the disk.. Don't turn to quickly and use some cutting oil.
After one turn check if the last teeth+1 falls correctly in the first teeth. If this is correct, gradualy go deeper, turn after turn, don't go to fast because the universal cutter is only cutting on one side and can break easily. If not correctly index, control your diameters. Also be carefull when making the disk prior to cutting, all diameters must be as concentric as possible.
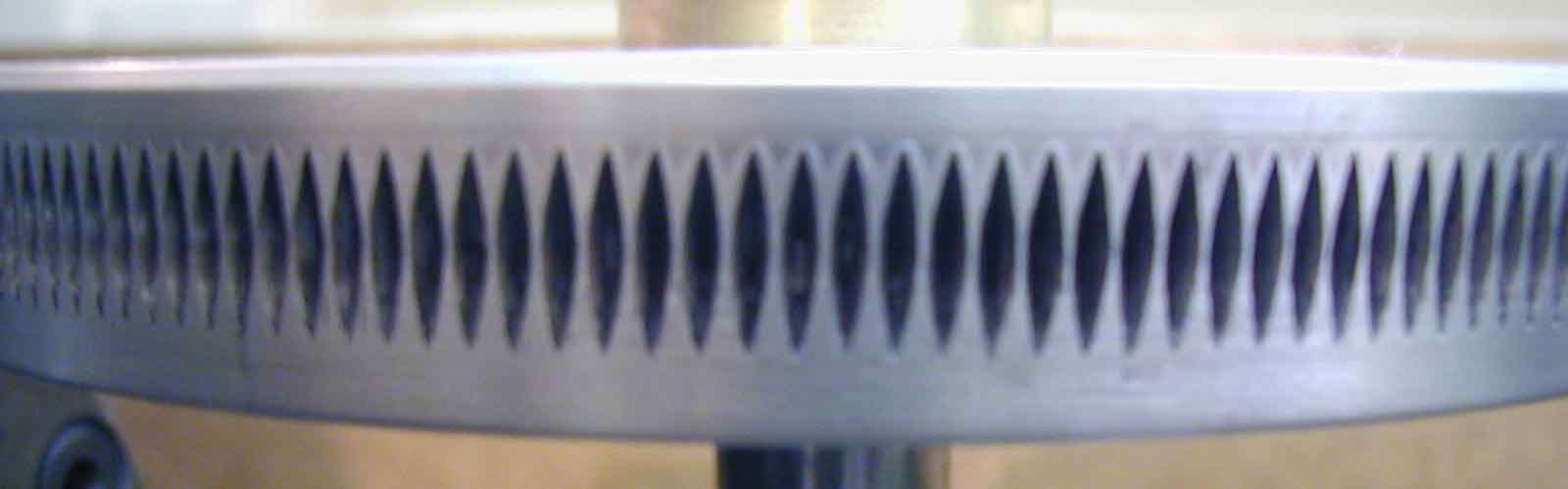
After 20 turns of the disk, you will have finished your gear. For final polishing, you could replace the cutting tool by a normal screw (bolt) having the same kind of teeth. and with turning a bit faster, you can polish it together with some oil.
My final gear has 224 teeth.
The gears for my telecope were made with a Metric24 cutting tool and have less teeth. The material can be aluminium or brass. Aluminium is easier for cutting but will not resist high speed.
The worm can be made with a universal thread cutting plate available in most machine shops. These plates have exact triangular forms so you don't have to worry about the perfect match. This will be good enough.
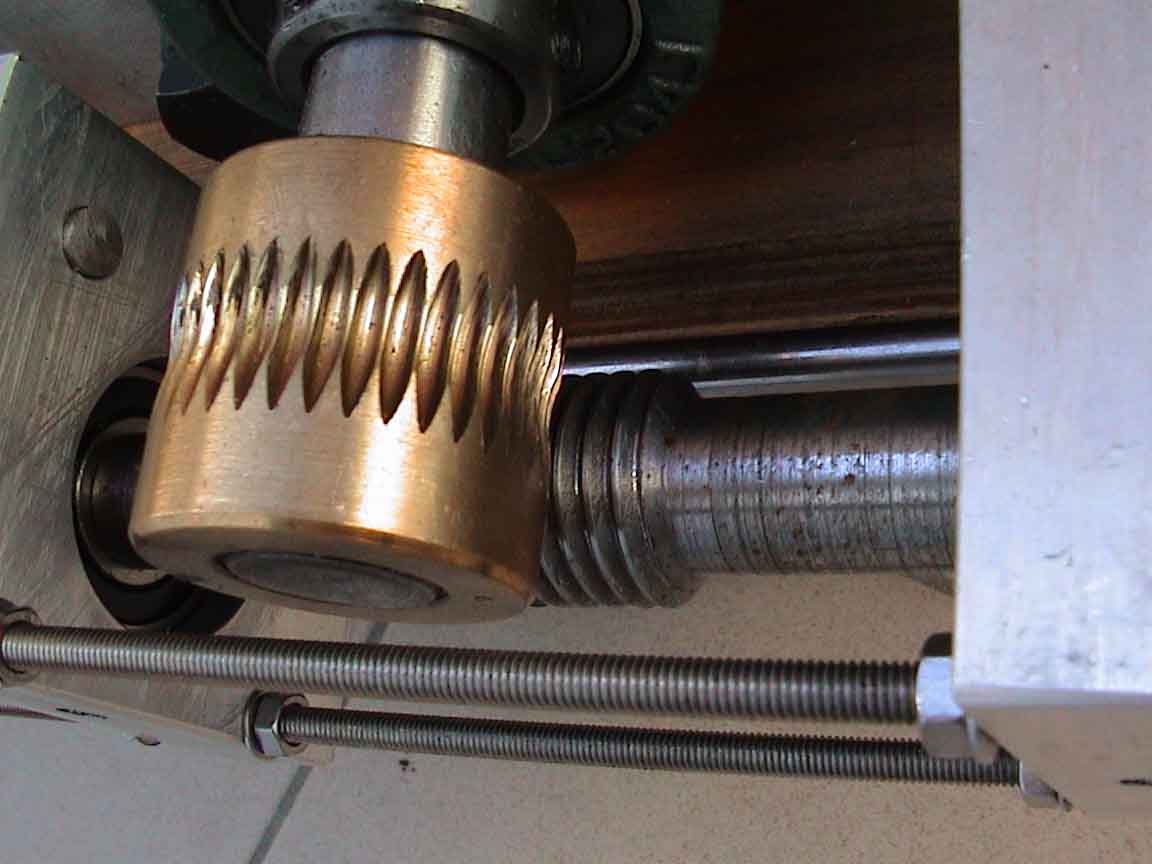 The
final gear for the altitude drive of the telecope. only 37 teeth.
The
final gear for the altitude drive of the telecope. only 37 teeth.
If you have any additional questions or remarks, please send them to te E-mail link below.
![]() Sorry, only available in english
Sorry, only available in english
last update: August 29, 2010